

Presiunea nominală a unui cilindru hidraulic nu este setată în mod arbitrar. Este calculat în mod cuprinzător pe baza limitei de curgere a materialului cilindrului, a structurii grosimii peretelui și a limitei de rulment a etanșărilor. Presiunea nominală a modelelor generale standard ia 16MPa ca valoare de proiectare de bază.
Acest parametru se potrivește cu limita de rulment sigură a butoaielor obișnuite din oțel carbon, a etanșărilor standard din poliuretan și a structurilor de ghidare convenționale și servește, de asemenea, ca standard de selecție cel mai comun pentru mașinile de construcții și sistemele hidraulice ale remorcii. În funcționarea efectivă, presiunea de impact instantanee poate depăși pentru scurt timp presiunea nominală, în timp ce presiunea de lucru continuă pe termen lung nu trebuie să depășească 85% din valoarea nominală. Acesta este principiul de proiectare de bază pentru a evita scurgerile interne, îmbătrânirea accelerată a etanșării și deformarea cilindrului.
În condiții de presiune supraevaluată pe termen lung, peretele interior al cilindrului va produce o ușoară deformare elastică, iar spațiul de potrivire dintre manșonul de ghidare și tija pistonului se va deplasa, dăunând toleranței inițiale precise de 0,02–0,03 mm.
Odată cu golul mărit, curgerea laterală a uleiului hidraulic se intensifică, iar inelul pistonului suportă o forță neuniformă, ceea ce duce la uzura parțială treptată. În etapa ulterioară, vor apărea defecțiuni comune, cum ar fi scurgerile interne, forța de ridicare insuficientă și decontarea rapidă a sarcinii, care sunt, de asemenea, cauze majore ale defecțiunilor hidraulice frecvente ale echipamentelor de pe amplasament.
Temperatura ambiantă de 20℃–30℃ este intervalul optim de potrivire pentru proiectarea materialului de etanșare. Garniturile din poliuretan și cauciuc nitril mențin valorile standard de duritate, compresie elastică și rezistență la ulei.
În această condiție, buza de etanșare se potrivește uniform cu peretele cilindrului și menține preîncărcarea constantă, menținând performanța stabilă de etanșare a uleiului pentru o lungă perioadă de timp, fără uzură și deformare anormală.
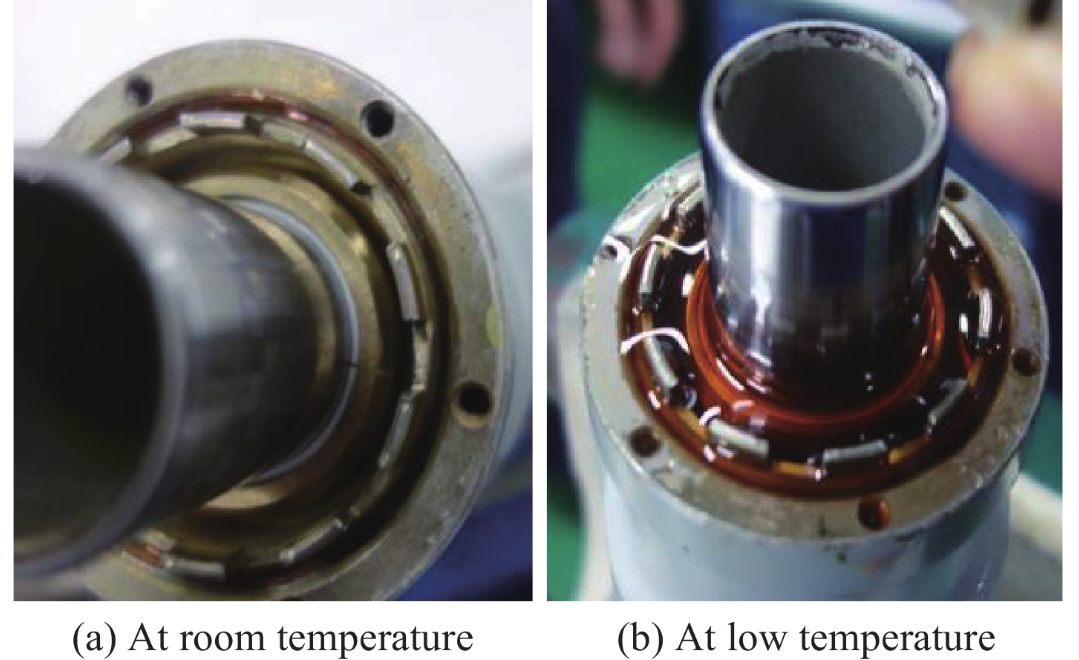
Când temperatura scade sub -15℃, activitatea moleculară a materialelor de etanșare scade cu o duritate mai mare și o duritate mai mică. Flexibilitatea de montare a buzei de etanșare devine slabă și nu poate compensa în mod adaptativ golurile mici, care este principala cauză a scurgerilor la temperatură scăzută.
Funcționarea pe termen lung peste 40℃ va accelera oxidarea uleiului hidraulic și va produce impurități coloidale. Între timp, etanșările îmbătrânesc și se întăresc mai repede, cu o elasticitate redusă, provocând scurgeri ușoare și continue treptate și afectând stabilitatea operațională generală.
Galvanizarea cu crom dur pe tijele pistonului este un proces standard de protecție a industriei. Pentru produsele formale produse în serie, grosimea placarii este strict controlată în intervalul 0,08 mm–0,12 mm.
Placarea prea subțire nu reușește să ofere rezistență adecvată la frecarea nisipului și la coroziune, rezultând zgârieturi și pete de rugină într-un timp scurt în condiții de lucru în aer liber. Placarea excesiv de groasă va crește tensiunea internă a suprafeței și va cauza decojirea, deteriorarea netezimii suprafeței și accelerarea uzurii etanșării.

Rugozitatea suprafeței tijelor de piston finite este controlată la Ra0,2–Ra0,4μm. Această precizie răspunde cerințelor de mișcare telescopică cu frecare redusă și evită zgârierea buzei de etanșare cauzată de micro bavuri de pe suprafață.
Rugozitatea excesiv de mare va uza continuu sigiliul prin proeminențe microscopice; în timp ce suprafața prea netedă reduce capacitatea de stocare a uleiului și îngreunează formarea peliculei stabile de ulei, crescând riscul de frecare uscată și scurtând durata de viață a componentelor de etanșare.
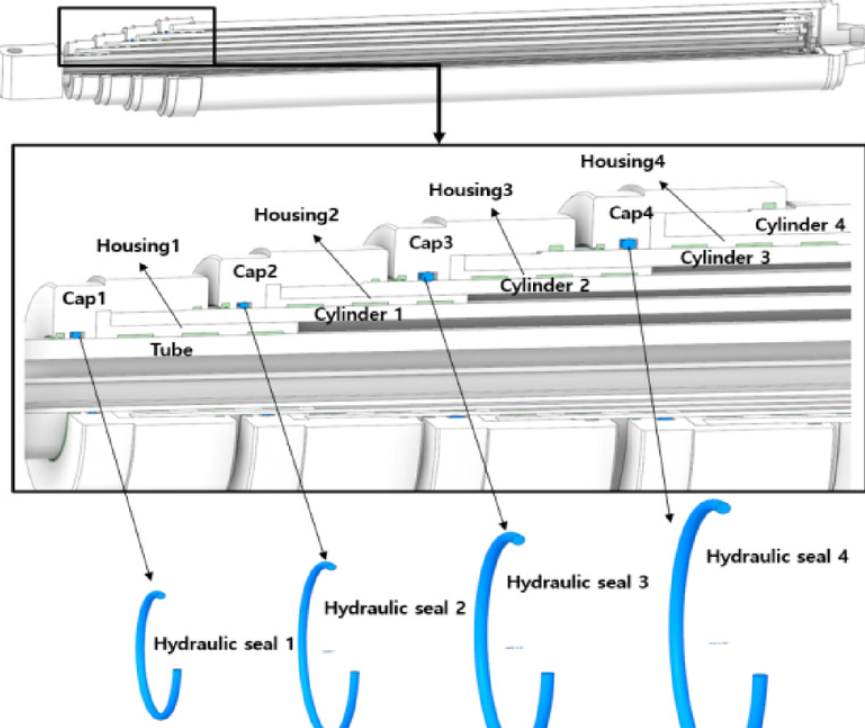
Cilindrii hidraulici cu mai multe trepte au diferențe structurale inerente în cursa, suprafața efectivă de acțiune și diametrul trecerii uleiului pentru fiecare treaptă. Modelele fără design de optimizare sincronă vor produce abateri de poziție în timpul funcționării telescopice cu cursă completă.
Coaxialitatea de prelucrare, jocul manșonului de ghidare și distribuția fluxului de ulei sunt trei factori de bază de proces care determină precizia de sincronizare a cilindrilor cu mai multe etape.
Structuri de accelerație tampon încorporate la ambele capete alecilindri hidraulicireduce debitul de ulei hidraulic la sfârșitul cursei prin efectul de amortizare al orificiilor de accelerație, evitând impactul rigid între piston și capacul de capăt.
Designul rezonabil al tamponului slăbește impactul pornire-oprire, reduce vibrația generală a echipamentului și reduce deteriorarea prin oboseală a cordonurilor de sudură și a suporturilor de montare. Este potrivit în special pentru scenariile de pornire-oprire de înaltă frecvență, cum ar fi ridicarea montată pe vehicule, mașinile portuare și echipamentele agricole grele.
În standardul de asamblare de precizie din industrie, spațiul de asamblare dintre manșonul de ghidare și tija pistonului este controlat stabil la 0,02 mm–0,03 mm.
Un spațiu liber prea mic va cauza blocarea și mișcarea telescopică neregulată din cauza expansiunii termice atunci când temperatura crește; jocul excesiv crește scuturarea radială a tijei pistonului, ducând la o sarcină excentrică concentrată și la uzură unilaterală, scurtând astfel ciclul general de întreținere.
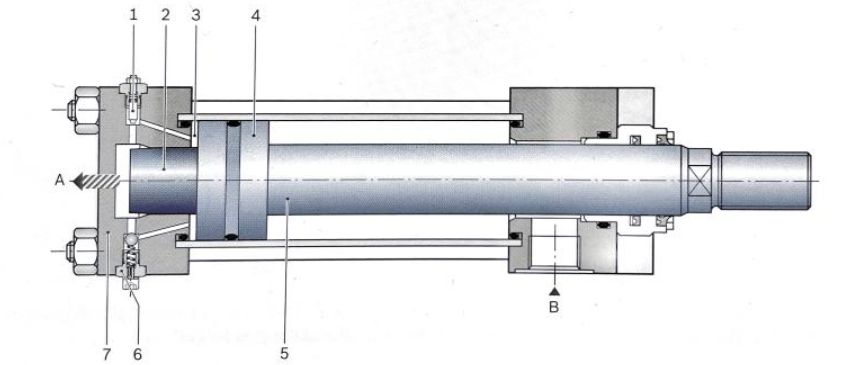
Coaxialitatea de asamblare a cilindrului, a capacului de capăt, a manșonului de ghidare și a tijei pistonului este un punct cheie de control în producție și asamblare.
Cilindrii hidraulici cu deviație excesivă de coaxialitate funcționează sub forță excentrică pentru o perioadă lungă de timp, crescând foarte mult probabilitatea de uzură unilaterală a etanșării și zgârieturi locale ale peretelui cilindrului. Este, de asemenea, un motiv tehnic important pentru diferențele evidente de viață între produsele cu aceeași specificație.



